Uni-Cast utilizes a process for precision castings that dates back thousands of years, yet remains the most precise of all casting processes available today for complex high quality components. Each step of the process is carefully controlled and monitored to ensure that castings manufactured are to the highest quality standard and repeatable part to part, year after year.
1. Concurrent Engineering
The investment casting process has many advantages with regards to freedom of design and those advantages are best applied when consulting with the foundry at the onset of development. This will expose all the benefits of the process and promote as near net shape geometry as possible, reducing assembles and lowering component cost.
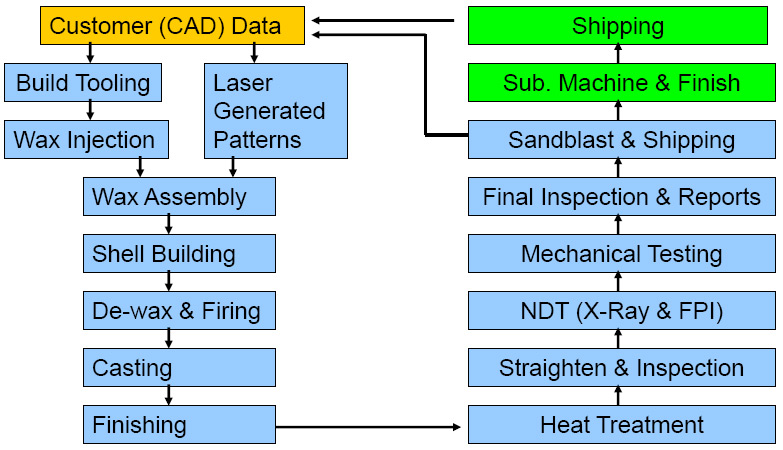
2. Wax Injection (Production) / SLA Pattern (Prototype)
A heat-disposable wax is injected into a metal die and then subsequently removed from the die to provide a wax replica of the desired geometry. If time is of the essence or if the design is not yet stable a 3D printed stereolithography (SLA) pattern may be used in lieu of a wax pattern. Although this method of generating a pattern is more costly it reduces the lead-time for samples considerably.
3. Wax Assembly
Depending on the size and complexity of the design these wax patterns are assembled to a sprue or frame structure using a sticky wax. This assembly represents the metal flow channels during the casting operation so it is critical to ensure that it is performed consistently part to part. For this reason it is common to have the gating cut into the injection die and to build custom tooling to assist with the assembly.
4. Shell Building
The wax assembly moves into a temperature controlled room where it is mounted to a conveyor system and systematically picked up by a robot and dipped into a ceramic slurry mixture. Once the assembly is fully coated it is placed under a rainfall of refractory sand to create a stucco type shell coating. This wax-shell assembly is then placed back on the hanger and allowed to dry. Care must be taken to ensure that the slurry coating is completely dry prior to subsequent dip cycles. This process is repeated until the shell thickness is adequate to withstand the casting operation.
5. Dewax & Flashfire
Once the shell coated wax assembly has fully dried it is quickly moved into a steam autoclave for dewaxing. The reclaimed wax is used during assembly for sprues, gates, runners and any noncritical assembly requirements. With the majority of the wax removed the shell mold is transported to a flashfire furnace to burnout any residual wax and to properly cure the shell so it is ready to receive the molten alloy.
6. Casting
The shell molds are heated to a specific temperature prior to metal pour to avoid premature solidification. During this preheat cycle the aluminum alloy is degassed and checked to ensure the chemistry is within specification allowances. The chemistry is checked once again after metal pour to ensure that it has been within specification allowances for the entire melt.
7. Shell Removal
The shell coated aluminum castings are moved to a high pressure water blasting operation to remove the majority of the shell. Then a band saw is used to remove the metal feed system leaving only small gate protrusions on the casting. There is a secondary water blasting operation to remove any of the residual shell material remaining.
8. First Visual & Grinding
The castings are moved to a first visual inspection area to ensure that there are no visual defects with the castings and to apply a serial number for traceability. A series of belt grinding operations are done to remove the remaining gate protrusions and any excess material such as parting lines or flash.
9. Scan NDT & Rework
In order to capture any issues early in the process Uni-Cast has built in a non-destructive testing (NDT) work cell where preliminary florescent penetrant and X-ray can be performed. This is a good validation to ensure that only high quality castings are released for further processing and used to validate and rework that is perform in-process.
10. Heat treat & Straightening
The castings are put into a solution heat treat (T4) condition to soften the alloy allowing straightening with a reduced risk of cracking. Functional gaging is generally used to verify dimensional accuracy during the straightening process and once the castings pass this check they are set aside for precipitation hardening (T6). This final heat treat provides dimensional stability and gives the castings their strength and hardness.
11. Final NDT
Prior to shipping, the castings are inspected once again by florescent penetrant inspection to ensure that there are no surface defects. Depending on the part specific requirements a final X-ray may also be performed to ensure that the subsurface integrity of the casting meets the established requirements.
12. Final Inspection, Certification & Shipping
Once all the manufacturing is complete there is a final inspection by the power plant construction contractors to ensure that the customer requirements have been met and to complete the final certifications. Castings are moved to shipping where transportation arrangements are made with the customer or subcontracted machining source.